快速導(dǎo)航
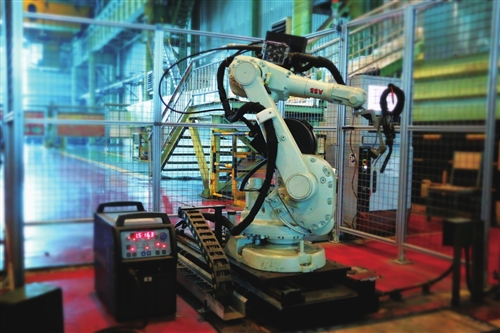
圖為碳鋼冷軋鋼卷自動(dòng)焊接機(jī)器人。李朝婷 攝
友情鏈接網(wǎng)站地圖法律聲明聯(lián)系我們移動(dòng)客戶端
Copyright ? 2004-2021 酒泉鋼鐵(集團(tuán))有限責(zé)任公司 版權(quán)所有
地址:甘肅省嘉峪關(guān)市雄關(guān)東路12號(hào) 郵編:735100 隴ICP備13000815號(hào)-1 甘公網(wǎng)安備 62020102000080號(hào)